- Your cart is empty
- Continue Shopping



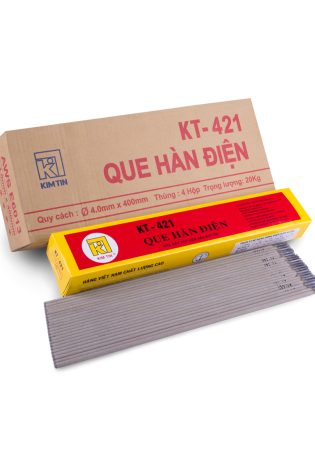
Low carbon steel electrode KT-6013 – Ø 3.2
Low carbon steel electrode KT-6013 – Ø 3.2


Price range: 151.760 ₫ through 152.844 ₫
Specification, Weight
Choose an option / Choose an option
Add to cart
Buy Now
Reviews
There are no reviews yet.